中文
kayo@kayosmt.com
中文
kayo@kayosmt.com


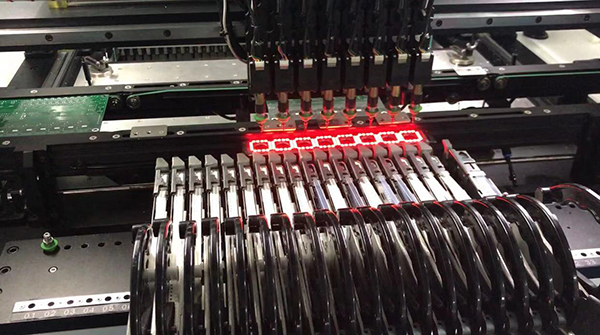
There are many factors that affect the speed of the SMT machine, including the quality and maintenance of the machine itself, the quality of related operators and managers, and the choice of SMT scheme
In fact, the patch machine not only to patch fast, but also to stick accurate, stable.In the actual operation, the standard of electronic components is different and the speed is different.
For example, the precision of LED components is relatively low compared with that of SMT components, so the speed of SMT product placement is faster than that of SMT products. Because SMT SMT patch requires higher precision than that of LED, the processing speed of SMT machine will be slower, and the efficiency of placement will also decline.
1, the suction nozzle of the SMT machine on the one hand is the vacuum negative pressure is insufficient, the suction nozzle before the automatic conversion affixed to the head of the mechanical valve, by blowing into true it adsorption, the generation of a certain negative pressure, when the absorption of parts, negative pressure sensor detection value in a certain range, the machine is normal, otherwise bad suction.

On the other hand, it is because of the adhesive or dust in the external environment, especially the paper braided packaging components after cutting off a large number of scrap, forming a patch machine nozzle plug
2. The error in the program setting of the SMT machine will also reduce the mounting power of the SMT machine. The solution is that the SMT machine manufacturer should intensify the training for customers so that they can get started more quickly.
3, the quality of the electronic components themselves, suction nozzle to pick up the electronic components paste, the pin is not completely attached to it may be directly bent off or broken.This kind of situation can only be controlled in the purchase of the quality of the attached components, which will not only affect the working power and product quality of the attached components, suction nozzle often pick up the attached components, will also form varying degrees of damage, over time will also make the nozzle service life reduced.
(1) the number of each component on the PCB and the placement position on the feeder table.These are the two factors that affect each other. As for those elements that are more numerous, it is obvious that they should be placed together to minimize movement on the feeder table.
(2) rotation speed of the turret.Head Speed is set by the programmer in the component library, which determines how fast the turret can move after picking up the component.Head Speed depends on the size of the element. The larger the element, the lower the Head Speed will be. This is to prevent the vacuum nozzle from flying out due to lack of adsorption, or causing the element to shift in the nozzle and form imprecise positioning.The mounting speed of MSHG3 can be divided into 8 levels, as shown in table 1.After the turret picks up a large Head Speed component, all components that are attached to the turret will move at this Speed, regardless of the Settings in the Part Library.The turret Speed is always determined by the maximum Head Speed of the picked element.Obviously, it is best not to put different Head Speed components together in terms of add-ons. On the one hand, it can prevent the full use of Head Speed from being affected by different Head Speed components.On the other hand, regarding turret, continuous acceleration or deceleration will also lead to the extension of production cycle and the instability of movement.
(3) movement of the feeder on the SMT machine.Because when the feeder switch from one location to the adjacent bearing, feeding machine can still stick to its maximum speed movement, but when the orientation of the feeder switch on beyond a, the speed of the feeding machine would be cut by 30% ~ 50%, when the program optimization, should try to cut the loading of the multiple reciprocating motion between two feeding trough.
(4) acceleration and deceleration form of x-y workbench.As the x-y table moves from one element to the next, even if the time is very short, it can be divided into stop-quicken, maximum-speed, decelerate and stop.The accelerated form of the x-y workbench depends on the Head Speed setting of the Part Library.As far as MSHG3 is concerned, the accelerated state of the x-y workbench will persist when its Head Speed is set to low, regardless of the component being placed later in the Part Library.Because of the large IC or very fine pin, the high speed method will result in solder paste can not fix the element and lead to the element orientation deviation.Therefore, for components with lower Head Speed setting, it is better to organize them at the end of the program to prevent the interaction of components setting from leading to longer production cycle of the machine
(5) movement interval of x-y workbench.This is an important factor affecting machine movement, and one that many optimization software programs focus on.
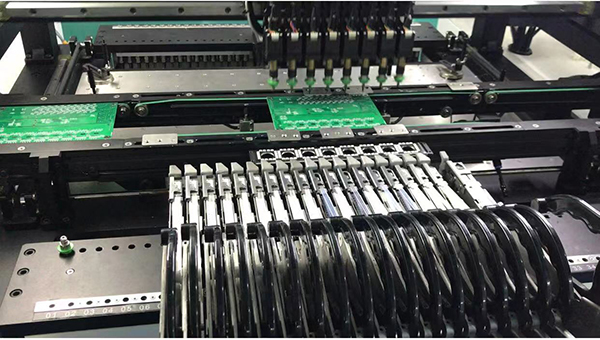
The above five points is the main factor of the speed of the image SMT machine, we in the production process by adjusting the placing order of the feeder, components of the assembly order and other methods to optimize the program to reduce the production cycle of the machine, improve our production speed, so as to improve the production efficiency of our machine.